Did you know? 10 Facts about the PrevEx
10 FACTS ABOUT PREVEX ANALYZERS
the PrevEx is our flammability analyzer for lower flammable limit monitoring (LFL/LEL)
10 FACTS ABOUT PREVEX ANALYZERS
the PrevEx is our flammability analyzer for lower flammable limit monitoring (LFL/LEL)
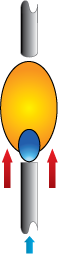
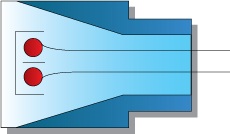
The flame temperature detector measures the heat given off by a flame as it burns combustible gas that diffuses into the flame from the sample.
The small, well-regulated flame heats the tip of a temperature sensor suspended directly above it. The signal produced by the sensor when no flammable vapors are present drives the LFL indicator up to 0% LFL. This failsafe technique is known as a "live" zero because a weakening or loss of flame caused by lack of fuel will generate a downscale malfunction alarm.
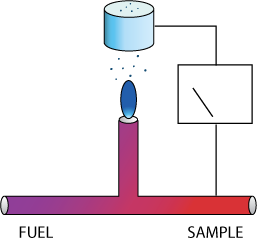
Flame ionization is a well-established measurement technique.
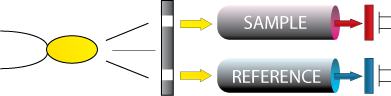
Combustible gases absorb infrared radiation at certain characteristic wavelengths.
A typical non-dispersive infrared detector passes a pulsed source of infrared energy through the sample, and measures the energy received by two detectors.
One “active” detector responds to wavelengths in the same band as the combustible gas, and the other detector responds to wavelengths in a reference band to compensate for changes in the source.
The catalytic detector consists of two small electrically heated beads having a finely divided platinum or palladium coating on the surface. A reference bead ONLY responds to changes in:

There are four main detector types used for combustible gas analyzers:
The control of variable ventilation rates can undergo an additional improvement that can result in the detection of certain system faults with a greater margin of safety than the previously discussed methods.
Recipe controls use modeling or prototyping or historical records of process variables to determine limits for detection of unacceptable deviations in the LFL control system.

Variable ventilation controls allow the maximum reduction in ventilation, and thus maximum economy. It also allows some extra corrective action but also one important safety concern: Variable ventilation is based upon the measurement of the L.F.L. concentration and adjustment to ventilation rates through damper or blower controls.
There are two main types:
Places where pockets of high concentration might occur through uneven ventilation flow or obstruction by the product being coated should be sought out and eliminated.
In general, the concentration immediately at the product being coated is very high, as the liquid solvent evaporates and only just begins to mix with air.

The minimum ventilation calculations should be made for the “worst case.” A direct measurement of the ventilation rate - using properly situated low-pressure switches - should be connected to the control logic so that the process shuts down immediately if ventilation falls below the minimum required.
In such cases the following shut down logic should be applied: